
HOW ARE SEAT CUSHIONS MADE?
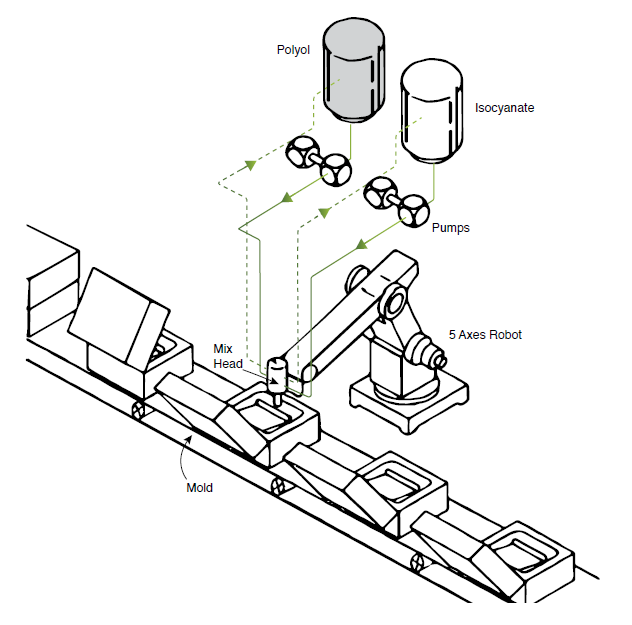
Moulded foam articles are made one at a time by injecting the foam mixture (isocyanates, polyols, catalysts and additives) into moulds. When the foam rises and expands, it occupies the whole space in the the mould, solidifies and the produced part can then be removed from the mould, either mechanically or manually.
After demoulding, the parts are laid down on conveyors and sent to crushing systems to open the foam’s cells and give it its resilience. After crushing, the parts are sent to quality control and rework. Before being further send to curing, packaging and shipment to customers / integration into car seats.
While the process seems simple, there are many different parameters to consider and it is the art of the foamer to fulfil the complex specifications of car manufacturers to produce the right padding material for the seats.
HISTORY OF CAR SEAT PADDING
The history of polyurethane foam really began in 1954. As early as the 1960’s, automotive interior safety components such as instruments and door panels were produced by back-filling thermoplastic skins with semi-rigid foam. Around the same time, polyurethane foam became the mainstream padding material for car seats.
Car seats have been produced with different materials over time. The first reference for automotive seating for a “horseless carriage” was a padded leather bench on springs mounted directly to the frame of the car. Since then, different materials have been used, depending on cost, ease of manufacture, durability, safety, legislation… but first and foremost on the comfort of the occupant.
This evolution in technological changes is represented on the following diagram.
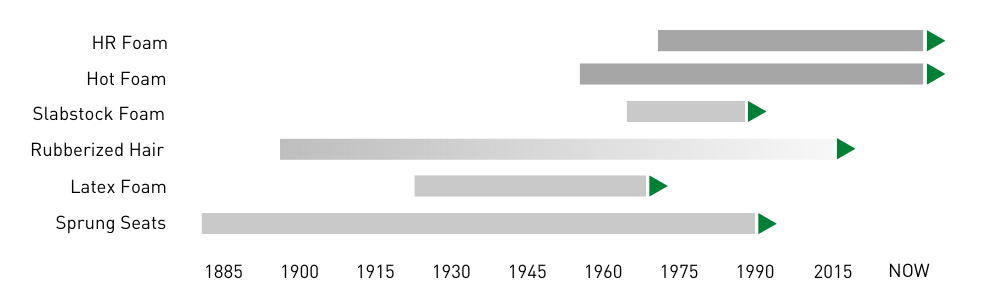
Springs
In sprung seats, springs are used as shock absorbers to support the comfort of vehicle occupants, in combination with other materials such as hair, cotton or other resilient materials. This “historical” type of seats was produced in Europe until the 1960s and in Eastern Europe until the 1990s.
Rubberized Hair and Latex
The seats of the Ford Model T were stuffed with hair. But, with mass production, it soon became clear that hair fibres require treatment to avoid disintegration or loosening. For that purpose, animal fibres were impregnated and bonded with natural or synthetic rubber latex. More recently coconut fibres have been used, along or in combination with animal fibres. Today, small volumes with coconut fibers agglomerated with a latex mixture are still produced in Europe.
Latex Foam
Latex foam cushions were installed in London’s buses as early as 1932. Progressively the technology was adapted to passenger cars, for which it remained the mainstream technology until the 1960s. Latex was replaced by polyurethane foam for two main reasons: the production process of polyurethane foam is easier to master and provides a more consistent product, and its cost is lower than that of the latex foam production process. This is why the technology was relatively quickly replaced by polyurethane foam when it came onto the market.
Polyurethane Foam
Polyurethane foam started being integrated into car seats as early as 1958, when General Motors started using PU foam topper pads (from slabstock foam) in the seats of some of its vehicles equipped with spring seats. But soon the use of slablstock foam for car seats had to give way to moulded foam.
Indeed, in 1961, the first flexible moulded polyurethane foam production line cam on stream, using cast aluminum moulds heated in a hot air oven. This “hot cure foam” production was the start of a rapid growth and takeover of the seating market. Compared to slabstock foam, moulded foam can be produced directly in the shape needed and is therefore better suited for the production of car seats than slabstock foam, which required complex cutting and gluing (and hence loss of material) to achieve the desired result.
“Cold cure foam” was developed in the 1970s. Contrary to hot cure foam it can be produced at low or even ambient temperatures. This foam has a latex/rubber-like feel, higher support factor, improved inherent flammability resistance and – most importantly – better maintains its resilience over the long term. And of course, the lower production temperature means less energy consumption.
WHAT NEXT?
- Weight reduction: As part of an endeavour of the entire automotive supply chain to reduce the weight of vehicles and thus reduce CO2 emissions. While polyurethane foam is a lightweight material in itself, around 10-15 kg of it are used to produce vehicle’s seats today.
- Renewable raw materials: Most of the raw materials used to produce polyurethane today are derived from crude oil. Foam producers invest into research to increase the use of polyols from renewable sources in the production. The condition is however that foam produced with renewable raw materials must comply with the stringent emission limits for volatile organic compounds set by car manufacturers.
- Recycled content: Recycled content in polyurethane foam will increase and will certainly be defined by the EU legislation in years to come.
- Recyclability: The developments are under way to evaluate the economic viability of end-of-life treatments for polyurethanes in vehicles.
- Electrification of vehicles: In Europe, the majority of cars in the future will be battery-powered. This will change the performance requirements of many materials used in a car. It is expected that the usage of polyurethane for thermal insulation and encapsulation of battery packs will increase.